
欧标起重机电动单梁技术方案
电动单梁技术方案
1、LD3t-22.5m A5电动单梁桥式起重机技术参数
机构名称
项目 起升机构 机构名称
项目 运行机构
葫芦运行 大车
起重量(t) 3 轨距(mm) / 22500
起升高度(m) 15 运行速度m/min 2-20 3-30
工作级别 M5 工作级别 M5 M5
起升速度m/min 0.8/5 轮距(mm) / /
电动葫芦型号 NWH3t-15m 钢轨型号 钢板 43kg/m
电源 三相交流 380V 50HZ 车轮直径(mm) / Ф200
最大轮压 20KN 三合一减速机 型号 / FA37-DT71D4/BMG
起重机自重 6.8 t 功率 / 2×0.37KW
操纵形式 地操+无线遥控 限位开关 LX10-11 LX10-11
2、 LD3t-19.5m A5电动单梁桥式起重机技术参数
机构名称
项目 起升机构 机构名称
项目 运行机构
葫芦运行 大车
起重量(t) 3 轨距(mm) / 22500
起升高度(m) 15 运行速度m/min 2-20 3-30
工作级别 M5 工作级别 M5 M5
起升速度m/min 0.8/5 轮距(mm) / /
电动葫芦型号 NWH3t-15m 钢轨型号 钢板 43kg/m
电源 三相交流 380V 50HZ 车轮直径(mm) / Ф200
最大轮压 20KN 三合一减速机 型号 / FA37-DT71D4/BMG
起重机自重 5.5t 功率 / 2×0.37KW
操纵形式 地操+无线遥控 限位开关 LX10-11 LX10-11
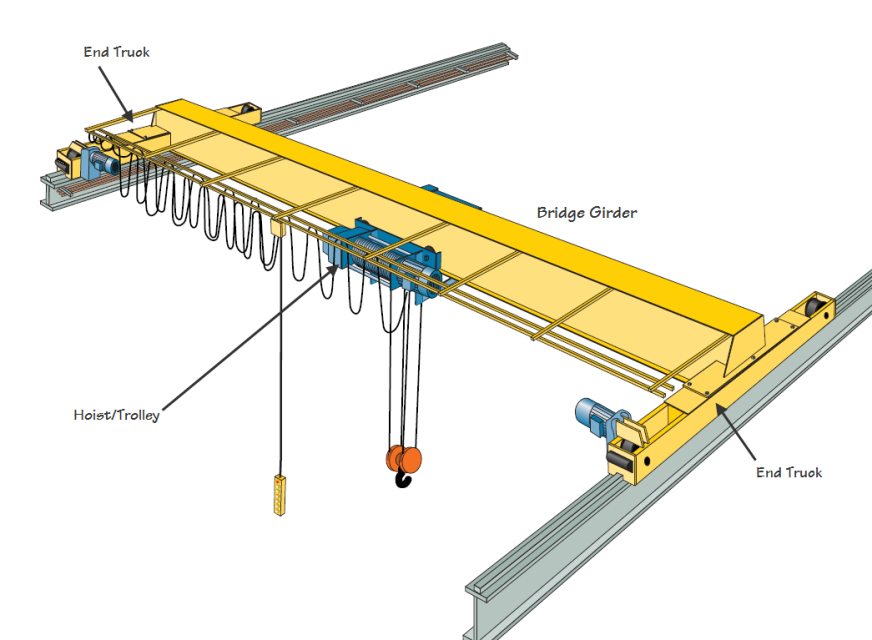
(一)、电动单梁起重机制作工艺及结构说明
如方案图所示,本起重机采用欧式电动单梁桥式起重机结构设计。
欧式单梁桥式起重机的特点:
1 紧凑型设计
先进的设计理念使起重机具有轻巧的结构和卓越的性能,同时在最大的程度上缩小了吊钩的运行极限距离,有效的提高了空间使用率,同时也使客户能够降低厂房投资费用,采用欧式双梁桥式起重机,会为您带来更丰厚的投资回报。
2快速平衡的装载
起重机的标准配置为小车和大车均为变频,使得行车运行平稳,定位快捷,有效的解决了装载物的摇摆,具有制动平衡,定位精确,性能可靠,安全高效的特性。
3更安全可靠,免维护
完善的制动系统大大提高了安全性和可靠性,高性能的制动器采用了防尘设计,可自动调节,安全使用寿命超过100万次。传动齿轮加工精确,齿面经硬化,研磨处理,可靠确保行车长期无故障运行。
充分体现了欧式起重机的优点:
1. 起升重量大,净空低,轮压小,运行平稳。
2. 定位快捷,符合人体工程学设计,操作舒适。
3. 使用寿命长,维护量小
4. 使用安全可靠,提高生产效率,创造更大收益
5. 驱动力小,节约能源。
欧式单梁桥式起重机的结构介绍:
主梁:采用箱形梁结构形式,每根主梁整体焊接,中间无分段,主要承载构件材质不低于Q235-B,这种结构构造简单、受力确定,整体稳定性好,抗疲劳,且梁内横向加筋数量少,加工工艺简单,可有效缩短生产周期。主梁截面总体为优化设计,充分发挥了材料的潜能,重量轻。
主结构材质为Q235-B钢板,钢板对接焊缝按《通用桥式起重机》之规定全部进行无损探伤,保证焊缝质量。射线探伤时不低于GB3323中规定的Ⅱ级,超声波探伤符合JB/T10559-2006的规定。
电气部分:本产品配套运行电机为ABM或ABB等进品电动机。电动葫芦及整机运行均设有安全装置,如:起升限位开关、大车终点限位开关等。
大小车运行采用变频调速,电气系统由“PLC+交流变频传动”组成的系统,在该起重系统加入了PLC控制,使系统更加稳定。同时还提高了设备的档次。本系统有一个操作台和两个柜体组成。其中的两个柜体由PLC和两台变频器组成控制系统。由可编程控制器控制变频器实现电机软起动,多段速运行,以及制动等功能。使用了可编程控制器,不但简化了控制电路,而且通过PLC实现了逻辑控制和时间参数的精确调整,同时也增加了系统的可靠,减少了故障率。 操作人员可通过操作台,把控制命令输入到PLC 然后,用PLC根据控制条件对变频器进行控制,并在PLC中加入了限位,变频器上加了制动装置,实现准确定位,对刹车的控制,防止了溜钩的出现。起重机采用变频控制后使整机性能有较大的提高。如起升行走平滑,稳定,被吊物件定位准确。根据需要上下。前后,左右,操作都可以无级变速,适应各种实用场合,加上变频器自身保护功能齐全,如过流,过载,过压等都能及时报警及停止,减少了起重机故障,提高了安全性能。同时变频器具有限流作用,可以减少启动时对电网冲击,有利于车间内其它设备正常运行。
有如下优点:
调速范围宽,可实现有精确控制定位要求的作业;
软启动、软停止的功能降低了机械传动冲击,可明显改善钢结构的承载性能,延长了起重机的使用寿命;
高集成度组件及高可靠性低压电器,有效解决原电气系统接线复杂问题,不仅降低了系统故障机率,而且易维护;
电动机在低速时,能200%力矩输出,即使制动器松动或失灵时,也不会出现重物下滑,确保系统安全可靠;
具有快速的动态响应,不会出现溜钩并真正实现“零速交叉”功能;
系统所用变频器,具有自动节能操作模式,能较大提高系统的功率因数和整机工作效率,节能效果显著,平均节电率可达20%以上;
采用变频调速系统后,可完全杜绝操作人员违章操作。
电动葫芦
采用欧式低静空电动葫芦,它具有结构紧凑、轻巧、安全可靠、零部件通用程序大,互换性强、担重起重能力高、维修方便等特点,是目前用途广泛,深受欢迎的轻型起重设备。
该葫芦为小车式,小车式具有运行功能,可安装在轨道上使用。MD1型为双速起升。
1、主要用途:
小车式葫芦可安装在多种型式的起重机上或悬挂在工字钢梁上,直线或曲线往复吊运重物。
本产品广泛用于工矿企业、铁路、码头、仓库、料场等场所,是目前生产作业中改善劳动条件、提高劳动效率的必备机械。
2、适应范围及工作条件
本产品适应于-25℃~+40℃,湿度≤85%,海拔100m以下,无火灾、爆炸危险、腐蚀性介质及无粉尘污染的环境中工作,禁止吊运熔化金属、有毒、易燃、易爆物品。所适用的电源为交流三相、50Hz、380V;本产品的工作类型为中级,使用中机构工作级别每提高一级,其额定起吊质量必须相应降低20%。
3、传动结构与工作原理
欧式低静空电动葫芦主要由三部分组成,一为提升机构;二为运行机构(固定式则无);三为电器装置。
3.1.起升机构
起升机构由起升电机通过联轴器经减速器空心轴驱动卷筒旋转,使绕在卷筒上的钢丝绳带动吊钩装置上升或下降。
起升高度H=6m时,用一个爪型联轴器联接电机轴和减速器的输入轴。H≥9m时增设中间轴和刚性联轴器,H≥18m时,配一支持架加强中间轴的刚性,保持转动平衡。
3.1.1.起升电动机
起升电动机采用较大起动力的锥形转子电动机,以适应产品断续工作中频繁的直接起动,本电动葫芦配用双速电机。
3.1.2.减速器
0.25t葫芦减速器为直齿行星传动机构,其余减速器均采用斜齿轮三级减速。齿轮及轴采用合金结构钢或优质碳素钢加工而成,并经合适的热处理确保其可靠性与寿命。箱体、箱盖用铸铁制造,减振性好,密封可靠。
3.1.3.卷筒装置
卷筒采用铸铁或无缝钢管制造,利用花键传递动力;卷筒外壳用钢板焊制而成。
卷筒装置是葫芦的中心部分,其上通过平衡梁与运行机构联接,两端分别与起升减速器电机联接,其下通过钢丝绳与吊钩装置联合工作,外罩的前上方、安装有限位器导杆装置。
3.1.4.吊钩装置
吊钩采用专用钢锻制而成,并用推力球轴承通过吊钩横梁与外壳联接,使吊钩运转自如。5t及其以下吊钩装置为单滑轮式,10t及其以上为双滑轮式,吊钩材料为DG20#钢。
3.2.运行机构
电动小车、运行电机、运行减速器、从动小车等共同组成运行机构,悬挂着主机作往复移动。其运行速度一般为20m/min,1~5t起升高度≥12m时,增加一台从动小车。
3.3.电器装置
欧式低静空电动葫芦的电器装置由电器控制箱(0.25t无),按钮开关,限位器及联接导线等组成。
按钮开关的操作电压一般为380V或36V,非特殊订货按380V控制电压配电器,根据按钮开关上所示方向符号,正确按压按钮,通过控制箱内继电器的吸合与断开,可以控制葫芦的动作。
本说明书线路图应与随机所带电机、电器线路图结合使用。
4、安装与调试
4.1.安装
安装前的检查与准备
电动葫芦运到安装地点后,依照装箱单验收,并晨运输过程中有无损坏丢失零部件情况。
认真阅读使用说明书及其它随机文件,了解本产品的结构。
运行小车、电流引入器及吊钩装置(10t除外)一般配与主机解体装箱,安装时须重新组装;
清除电动小车踏面上的油污或防移用油漆;
按本说明书表8、表11规定给起升和运行减速器加油,并将加油孔密封严防渗漏。
了解安装现场,准备安装设施。
安装
供电动葫芦移动使用的轨道构架由用户按GB706-88标准选择和自行设计。安装时用调整垫圈进行调整,保证轮缘与轨道翼绷间有3~5mm间隙。
固定式葫芦的安装应保证安装方位正确,支撑架安全可靠。
针对葫芦的情况,参照有关电路图,安装电器。
安装注意事项
为保证电动葫芦行至两端不脱轨或防止碰环机体,应在轨道两端设置聚胺脂缓冲器;轨道或其连接的构架上应设置接地线,接地线可用Ø4~5mm的裸铜线或截面不小于25mm2的金属导线。
电器装置所有电力回路、回路的对地电阻不得小于每伏工作电压1000欧姆。
4.2.检查与调试
检查各联接部位是否联接牢固,装配是否符合要求,电源是符合规定,电路是否正确,制动器、限位装置是否灵敏可靠,导绳器排绳是否顺利,运行小车是否跑偏,车轮踏面与导轨是否接触良好等。一旦发现问题要及时纠正。常见故障处理办法见表3.
调试
调整小车轮缘与轨道翼缘间隙,保证在3-5mm之间。
电机主轴窜动量的调整
锥形转子电动机主轴轴向窜动量一般在1.5mm时,制动效果最佳,如果电动葫芦在额定载荷时下滑量过大,须进行调整,调整方法如下:
5t及其以下葫芦电机的调整:取下尾罩,旋掉固定调整螺母的四支螺钉,用扳手按顺时针方向将调整螺母旋至极限位置,再逆时针旋一圈,然后装上坚固螺钉即可。
10t、16t葫芦电机调整方法与上荐相同,只是调整螺母旋动方向相反,即顺时针旋转增大窜动量,逆时针旋转减少窜动量。
断火限位器的调整
断火限位器的调整是通过调整限位杆上的两个撞块实现的。调整的方法是:松开撞块上的螺钉,撞块分置于导绳器卡板两侧,卡板能自如的推动拦块移动。启动电机 开始起升,卡板推动上限撞块移动,升至吊钩滑轮外壳上沿距卷筒外壳下沿150mm-50mm时,停止上升,点动下降按钮,导绳器向回移动10mm左右时,停机,移动上限撞块靠近卡板,旋紧螺钉即可。
下限位置的调整同上,只是方向相反,但必须保证吊钩处理最低位置时,卷筒上留有3圈以上钢丝绳。
调整完后,可空载试吊数次,验证上、下限位是否符合要求。
5、试车与验收
5.1.空载试验
用手按下相就按钮,检查各机构动作是否与按钮装置上标定的符号相一致,确定正确后,应再连续各作两个循环。
将吊钩升降到极限位置,察看限位器是否可靠。
点动按钮,目测电机轴轴向空运量,,应在1~2mm范围内。
经空载试验后,无异常,即可进行负载试验。负载试验分静载试验和动载试验。
5.2.静载试验
额定电压下,以1.25倍的额定载荷,起升离地面100mm,静止10分钟后卸载,检查有无异常现象。
5.3.动载试验
额定电压下,以1.1倍的额定载荷进行载悬空试验,试验周期为40s,升6s,停4s,降6s,停14s,如此进行15个周期,试验后目测各部位有无异常现象,无异常则合格。
制动电机应调整至能使重物悬空制动,在额定载荷下降制动时,下滑量S≤V升/100mm
(二)、设备的设计、制造、安装标准及规范
1.GB/T3811-2008《起重机设计规范》
2.GB/T7592-1987《通用桥式起重机界限尺寸》
3.欧洲标准
4.1987年10月1日第三版,参考号F.E.M.1.001
5.焊接标准:DIN18800,BLATT7
6.起重机设计和结构标准:DIN15018,BLATT2
7.焊接等级:DIN8563,BLATT3
8.制动器和联轴器: 按DIN15434,VDE0580,KONE或DIN15431标准。
9.DIN15401 单钩
10.DIN15402 双钩
11.电器设备:VDE0113,VDE0100和CEE
12. 电动机: IECRecommendations34-1,34-5和72-1。
13.根据FEM标准选择电机,并完全符合国际起重机标准IKH6.30.01
14. 减速箱:按ISO/DIS6336/II-6336/V(DIN51150)标准设计。
15.GB6067-1985《起重机安全规程》
16.JB3229-83《冶金及起重机用绕线转子三相异步电动机》
17.GB/T6333-1986《电力液压块式制动器》
18.ZBJ19011-1988《起重机减速器》
19.ZB19011-1988《起重机底座式减速器》
20.GB/T14405-2011《通用桥式起重机》
21.GB/T5117-1995《碳钢焊条》
22.GB/T699-1988《优质碳素结构钢技术条件》
23.GB/T700-1988《碳素结构钢》
24.GB/T5118-1995《低合金钢焊条》
25.GB/T5293《碳素钢埋弧焊用焊剂》
26.GB/T14957《熔化焊用钢丝》
27.GB/T1348《球墨铸铁件》
28.GB/T1591-1994《低合金结构钢技术条件》
29.GB/T985-1988《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形尺寸》
30.GB/T986-1988《埋弧焊焊缝坡口的基本形式及尺寸》
31.GB/T3323《钢熔化焊对接接头射线照相和质量分级》
32.JB/T90006-1999《起重机用铸造滑轮》
33.GB6164《起重机缓冲器》
34.GB6416《影响钢熔化焊接头质量的技术因素》
35.SZD014《净装通用技术条件》
36.GB6417《金属熔化焊缝缺陷分类的说明》
37.GB979《起重机主要结构的材料及焊缝检查要求》
38.JB/J9008-1999《起重机用铸造卷筒》
39.GB8918-1988《优质钢丝绳》
40.GB/T1182~1184-1996《形状和位置公差》
41.GB/T4628《桥式起重机圆柱车轮》
42.GB/T13384-1992《机电产品包装通用技术条件》
43.GB/T191-1990《包装储运图示标志》
44.GB/T8923-1988《涂装钱钢材表面锈蚀等级和除锈等级》
45.GB/T14407-1993《通用桥式起重起重机司机室技术条件》
46.GB10051《起重吊钩》
47.GB/T10183-1988《桥式和门式起重机制造及轨道公差》
48.GB/T5905-86《起重机械试验规范和程序》
49.GB/T3426《起重机钢轨》
50.SDZ014《涂漆通用技术条件》
51.GB/T9286《色漆和清漆漆膜的规划试验》
52.GB/T1800~1804-1998《极限与配合》
53.GBJ232《电气装置安装工程施工及验收规范》
54.GB/T12470《焊接质量保证钢熔化焊接头的要求和缺陷分段》
55.JB43154315《起重机电控设备》
56.GB/T8110《二氧化碳气体保护焊用钢焊丝》
57.GB/T14958《气体保护焊用钢焊丝》
58.GB/T1228~1231《钢结构用高强度大六角头螺栓螺母、垫圈与技术条件》
59.JGJ82《钢结构高强度螺栓连接的设计、施工及验收工程》
60.GB50278《起重机安装规程施工及验收规范》
61.UL508C《电控设备安全规范标准》
62.GB/T7592-1987《通用桥式起重机界限尺寸》
63.GB/T6974-1986《起重机械名词术语》
64.GB/T15052-1994《起重机械危险部位与标志》
65.GB/T11345-1989《钢焊缝手工超声波探伤方法和探伤结果分级》
66.GB/T1031-1995《表面粗糙度参数及其数值》
67.JB/T50103-1998《通用桥式起重机可靠性评定试验规范》
68.JBJ31-96《起重设备安装工程施工及验收规范》
69.GB50171-92《电气装置安装工程盘,柜及二次回路接线施工及验收规范》
70.GB50254-96《电气装置安装工程低压电器施工及验收规范》
71.GB50256-96《电气装置安装工程起重机电气装置施工及验收规范》
72.JB/T10559-2006《起重机械无损探伤 钢焊缝超声波检测》
(三)、质量保证
实行ISO9001全过程控制的完备的质量保证体系(设计、开发、生产、安装和服务),保证产品质量,使用户购得的产品放心。
在生产制造过程中对产品实物质量的控制管理,主要是通过“四个评审、八个控制、两种标识和内部质量审核”来实现的。
四个评审
即管理评审、合同评审、设计评审和不合格品评审。
管理评审由最高管理者主持管理评审,对质量体系运行的适宜性和有效性,质量方针的贯彻情况以及内部质量审核情况,进行评审。
合同评审是根据不同订货产品类型,在合同签订前,有针对性的实施不同形式的评审。
设计评审时对所有产品设计的不同设计阶段进行评审,其中对新产品或重点产品进行会议式设计评审,设计输出满足设计输入要求。
不合格品评审是不合格品控制中的主要内容,按照不合格品的严重程度,分别进行不同级别的评审,其中,由专业厂级评审和公司级评审两种形式。
八个控制
八个控制即设计控制、文件和资料控制、采购控制、顾客提供产品的控制、过程控制、检验和试验即检测设备控制、不合格品控制和质量记录控制。
设计控制
技术中心内部有严格的设计控制管理流程,从设计策划到设计确认,各项设计过程活动均有计划,由控制措施、有质量记录。
文件和资料控制
质量体系文件和资料控制由技术中心归口管理,发放与使用全过程手控。发放有受控标识,有记录清单,文件更改有审批。
产品图样和技术文件控制有档案部门归口管理,从设计输出到生产使用中的发放、使用到回收的整个过程均实施严格控制,并有专项考核制度,确保在用的和存档的图样及技术文件均在受控状态。
采购控制
颁发了与程序文件相配套的七个支持性文件;
严格按照工厂公布的合格分承包方名单进行采购;
实行分承包方审核评价;
以计检科为主,设计部门、物资供应部门为辅,对全国25个电器元件、电器设备的配套厂家,采用了货源地现场审核、样品认定和综合评价三种方式进行评价;
对配套厂家产品质量实行动态管理;
当发现供货质量出现问题时,采取“请进来,走出去”的控制方法,不定期到其分承包方现场抽查产品质量,不定期召集其厂家进行质量问题座谈会和现场产品质量改进会,对质量不合格,下达产品质量改进通知单后令其改进,没有形成整改措施的厂家将被撤销合格分承包方资格。
顾客提供产品的控制
与采购控制相结合,严格实行进厂检验或验证,设专用库房和储存场地,设专人实行贮存、防护的控制和管理。
过程控制
共确定了20个通用关键工序由专人负责、一个特殊工序。严格按照要求进行管理,计检科设控制关键工序、特殊工序的实施,对执行状况实行督查和指导。
对关键工序的设备使用、维护,通过“关键工序设备点检表”和“重点设备点检表”等实施监控和记录,对特殊工序的设备,在日常监控下,还定期进行鉴定认可。
对关键工序、特殊工序的人员组织岗位技能、岗位资格等多项培训,坚持无证不准上岗。
对工序操作中按照工艺方案、工艺规程等技术文件,对已规定的适宜的过程参数和产品特性进行监视和控制。
检验和试验的控制
严格实施产品质量检验和试验。共有产品质量检验工31名,专业技术管理人员6名,对外购、外协件的进厂检验、生产过程检验和最终产品检验颁发了一系列文件化程序,并严格贯彻执行不合格的外购、外协件不准进厂,不合格的零部件不准转序,不合格的产品评审以及不合格的产品不准出厂的原则。
不合格品的控制
当发现不合格品时,检验人员能够立即实施检验和试验状态标识,提出不合格报告,技术负责部门按照规定,实施不合格品评审以及不合格品处置。
质量记录的控制
质量记录的控制是随质量体系的运行,不断补充和完善的。我公司按照新的国家标准进行了整顿,共完成桥式起重机、门式起重机的专用检验记录64种,实行统一印制、统一发放,保证了产品质量记录的标识、收集、贮存和处置有效,并有利于档案管理。
(四)、性能保证
1、主梁在静载试验时,下挠度严格控制在标准范围内,其他机械性能按起重机械标准验收。
2、吊钩表面无明显缺陷、蜂窝及散裂纹。
3、保质期内减速机,制动器不漏油。
4、保证起重机经过正确安装、合理操作和维护保养,在起重机寿命期内运转良好。质保期内对因设计、工艺制造、安装、调试或材料缺陷及所有供方责任引起的该生产线的任何缺陷、故障、和损害负责。
5、质量保证期为设备安装调试合格正常运转期12个月,在安装调试及质保期内,凡因设备质量问题所造成的部件损坏,供方在需方要求的时间内,派有经验的技术人员到现场免费维修,直至更换。
(五)、设计、工艺装备、制造、检验手段
1、设计能力:供方设有从事产品技术研究、开发和设计机构的技术中心。该技术中心拥有高级、中级工程师40余名,由总工程师全面负责设计质量,主任工程师负责具体产品的设计质量,技术力量雄厚,技术设施齐全,配有先进的计算机辅助设计(CAD)系统,可熟练的进行计算机辅助设计。工厂从产品涉及到制造过程全部采用ISO9001国际标准,确保产品设计资料完整、正确、统一,充分满足用户的要求。
2、工艺协作条件:供方具有完善的工艺协作条件。各分厂配备实践经验丰富的工艺准备技术人员,以保证产品的设计质量稳定的达到设计要求。工艺准备工作包括工艺性分析审查、编制工艺方案、工艺路线、工艺试验、工艺文件、工序控制文件技工装设计、工艺审批、修改、工艺整顿和管理。
3、设备能力:供方具有完善的机械加工设备,如铸造、锻造、机加工、热处理、铆焊、装配、检验等,在国内同行业中占有领先地位,由各种设备878台,其中精大稀设备67台,如16m龙门刨床,5m立车,EXA-500数控板材切割机,φ100摇臂钻床,CO2气体自动保护焊生产线,WB43-12×2000钢板校平机,HK2000振动时效机等。由各种检测设备32台,计量检测器具3627件,如XX-250B型X光射线探伤机,CTS-26型超声波探伤机,SHT-162型漆模测厚仪等。
4、制造及检验能力
4.1基础项目
4.1.1对起重机所用各种钢材、外协件、配套件按作业指导书进行检验和试验,对各种钢材进行化学分析或机械性能试验,主梁、端梁等主要部件材质采用Q235-B。
4.1.2起重机金属结构件焊接成型后进行喷砂处理,喷涂防锈漆。
4.1.3起重机所有检测项目,在生产制造过程中,出厂前均逐项进行检测。只有当整机所规定的检测项目全部合格后方可出厂,确保出厂合格率100%。
4.2结构件
4.2.1平板下料控制:所有钢板采用大型平板机进行矫正及消除应力,其质量水平效果波浪≤3mm,主梁、端梁的上下翼缘板、腹板、小车架盖板采用数控切割机切割,其余板材采用剪切下料。
4.2.2焊缝:主梁、端梁的上下翼缘板、腹板的对接焊缝,采用NZA-1000埋弧自动焊机焊接,待定位焊后,四条角焊缝采用CO气体自动保护焊生产线焊接,确保结构件受热均匀,变形在控制范围内,最终是桥架的对接,在反转工装上平焊焊接。小车架等其余金属结构件的焊接采用CO气体保护焊焊接,焊缝除达到表面质量要求外,还要依据GB/T14405-1993标准要求,实行100%射线或超声波探伤检验。主要部件焊接成形后,进行震动时效处理。
4.2.3主梁上拱度控制:根据主梁在其焊接成形及桥架组装时的变量确定上拱度曲线,输入方程f=f(1-4x/S)用数控切割机切出腹板,确保起重机主梁上拱度符合标准要求。
4.3铸件
铸件没炉均进行化学成分分析和机械性能试验,并根据《毛坯质量检验制度》的有关规定进行检验。
4.4加工件
机加工件实行工序检验,入库前复检,严格执行“三按”和“三检”制度,每个工件上检验状态标注明显,不合格零件决不转入下道工序,特别是吊钩严格按照检验规程进行复检,必须与所购吊钩的材质检验结果一致,方可办理入库。
4.5热处理
大、小车轮采用60#钢轧制、65Mn、42CrMo或ZG340-640,整体淬火,保证淬硬层20mm深处硬度≥HB260,踏面硬度HB330~380。齿轮采用45#或40Cr盐熔炉淬火,制动轮采用ZG340-640表面淬火,并采用硬度计妹路检测,对于有淬硬深度要求的工件,每年定期用切割或加工方法解剖检查。
4.6外购件
外购件均选用国内名优厂家产品,供货厂家均为评审确定的合格供方。外购件进厂后,依据《外购件检验规程》进行逐项验收,合格后方可办理入库。
4.7装配
起重机各工作机构的装配严格按工艺工序操作,装配结束后,除按规定项目逐项检测外,均进行大车与小车的空车运转试验,检测其运转情况。
[上一个: KBK单轨吊 ]
[下一个: 欧标桥式起重机 欧标桥式起重机 欧标桥式起重机 ]
![]()
靖江市得马起重设备有限公司 
联系人:陈经理
手机:177 0160 7008
联系电话:0523-84873548
公司传真:0523-84633319
公司地址:靖江市靖城桃园六队108号




靖江市得马起重设备有限公司
季经理: 17701607008
朱经理:17521367011
电话:0523-84873548
传真:0523-84633319
地址:靖江市靖城桃园六队108号
